
 EN
EN
 AR
AR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 IW
IW
 ID
ID
 VI
VI
 SQ
SQ
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 GA
GA
 BN
BN
 BS
BS
 LO
LO
 LA
LA
 MI
MI
 MN
MN
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ
 KY
KY
Экрандык басып чыгаруу машинасы кандай кылып түрдүү жана узак мөөнөттүү басылма алууга мүмкүнчүлүк берет
Экрандык басып чыгаруу технологиясынын сүрөткерчилигин жана илимий тарабын түшүнүү
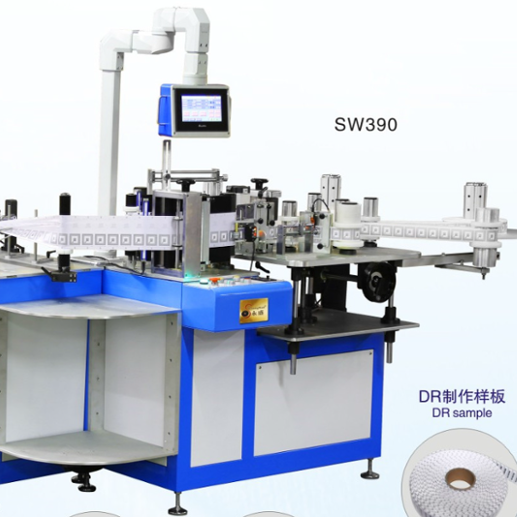
Экрандык басып чыгаруу текстил жана графика индустриясын түбөлүк өзгөрттү, ар кандай материалдарга сапаттуу, татаал басылма алууга мүмкүнчүлүк берет. Бул процесстин негизинде механикалык тактык менен сүрөтчүлүк мүмкүнчүлүктөрдү бириктирүүчү, татаал жабдуулардын экрандык басып чыгаруу машинасы жатат. экран басуу машинасы , механикалык тактык менен сүрөткердик мүмкүнчүлүктөрүн бириктирүүчү татаал курулга. Ошол тоскоолдуктан баштап, современный экрандык басма технологиясы күчтүү өнүгүп, азыр так сапаттуу жана түстүү натыйжалар алууну камсыз кылуучу жаңы функцияларды камтыйт.
Экрандык басма машинасынын өзгөчө басмалар алуу мүмкүнчүлүгү бир нече факторлорго байланыштуу, куралдын техникалык сапаттарынан оператордун билимине чейин. Бүгүнкү күндөгү машиналар микрорегистрациялык түзүүчүлөрдү, жарылган күйгү камтыйт жана автоматташтырылган шток контролдук системаларды камтыйт, алар биригип профессионалдык деңгээлдеги натыйжаларды алууга жетишет.
Профессионалдык экрандык басма куралдарынын негизги компоненттери
Басуу баштары жана Регистрациялык системалар
Басып чыгаруу үчүн түтүк монтажу экран аркылуу басып чыгаруу машинасынын негизги бөлүгү болуп саналат, ал басып чыгаруу процесстеринде шаблон басымын жана бурчтун тактап башкаруудан жооптуу. Заманбап машиналар бир нече өнөмдү чыгаруу үчүн бир нече баскычтуу колемдер менен жабдылган. Колор жабдууларынын ортосундагы так тууралаштыруу үчүн микротүзөтмө механизми жана цифирлик калибрлөө куралдары колдонулат.
Прогрессивдүү тууралаштыруу системалары эми лазердик багыттоо жана цифирлик позициялоо контролдорун камтыйт, операторлорго басып чыгаруудын микроскопиялык тактыгын ишке ашырууга мүмкүнчүлүк берет. Бул тактык деңгээли ар бир экран аркылуу өзгөрмө түштөрүлгөн күрөөлдүү, көп түстүү долбоорлорду түзүү үчүн керек.
Экрандык тор жана Чыбык конструкциясы
Терезе тору менен рама курулушунун сапаты басып чыгаруунун аныкталышы менен жана узактыгында чоң роль ойнойт. Кесипкөй экрандык басып чыгаруу машиналары 1 дюймге 86-305 жипке чейинки тордорду колдошот, бул ар кандай калыңдыктагы боятмаларды жана деталдарды басып чыгарууга мүмкүнчүлүк берет. Раманын курулушу тууралуу кергизүүнү сактап, басып чыгаруу процесстеринде туруктуу боятма өткөрүүнү жана бузулушту болтурбоого шарт түзөт.
Бүгүнкү күндө экран аркылуу басып чыгаруу үчүн рамалар көбүнчө бүкүлбөй турган же ылдый татаалып кайталанып колдонулганда туруктуу калган алюминий же ылайык келген кыймылдуу калайылардан жасалат. Бул материалдар экрандын бетинин бардык бөлүгүндө туруктуу кергизүүнү камсыз кылып, басылган материалдын сапатын жакшыртат жана иштетүү убактысын кыскартат.
Жогорку натыйжалар үчүн жетилтирилген басып чыгаруу техникалары
Боятманы тандаш жана колдонуу усулдары
Басылган материалдын түрү жана аны колдонуу усулдары басылган сүрөттүн түстүүлүгүн жана узактыгын чоңдук таасир этет. Профессионалдык экрандык басма машиналары пластисолдон баштап сууга негизделген жана өзгөчө түрдөгү басылган материалдар менен иштөөгө проектирование кылынган. Машина тийиштүү басылган калындыктарды алуу үчүн ар бир өтүнүчкө ылайык келтирилген жүрүштүн бузулушу жана басымдын башкаруу системалары тийиштүү түрдө текшерилиши керек.
Бүгүнкү күндөгү куралдар көбүнчө программалоого мүмкүнчүлүк берген басымдын жана жүрүштүн параметрлерин сактап, кийинчерээк бир нече иштетүүдөн өткөн натыйжаларды кайра чакырууга мүмкүндүк берет. Бул мүмкүнчүлүк оптималдуу орнотуулар аныкталган сайын аларды келечекте так такрардоого мүмкүндүк берет.
Кургатуу жана сапаттын башкаруу системалары
Эңселүү басылган материалдар алуу үчүн уюштун эле жылып кетиши керек. Көбүнчө професионалдык экрандык басма машиналары жылуу булак жана температураны так башкаруу жана тасмалагычтын ылдамдыгын өзгөртүү менен жабдылган. Бул системалар басылган ар бир боя краска катмарын жарактуу түрдө уюштуп, материалдын түбүнө зыян келтирбейт жана мурунтан алынган түстөрдүн түрүн сактайт.
Температураны көзөмөлдөө, тасманын ылдамдыгын сезүүчү датчиктер жана автоматтык түрдө суулатуу циклдери сыяктуу сапаттык көзөмөл системалары өндүрүштүн барышында туруктуу уюштуруу шарттарын сактоого жардам берет. Басылган материалдардын узак мерзимдүүлүгүнө уюштуруунун ушул системалуу ыкмасы чоң салым киргизет.

Сапатты көзөмөлдөө жана оптимизациялоо практикалары
Регулярдуу тазалоо жана калибрлөө
Экрандык басма машинасын оптималдуу абалда кармоо үчүн регуляр тазалоо жана калибрлөө иш-чаралары керек. Ар бир колдонудан кийин торчонун толук тазаланышы керек, антпесе басма сапатына таасир этет. Регистрация системаларынын, басым көрсөткүчтөрүнүн жана башка механикалык бөлүктөрдүн калибрлениши туруктуу иштөө жана так басып чыгарууну камсыз кылат.
Профессионал операторлор күнүнө тазалоо, жуманын калибрлөө текшерүү жана ай сайын алдын алуучу техникалык көзөмөл иш-чараларын камтыган күтүү кестесин иштеп чыгат. Бул системалуу мамиле басма сапатын жана өндүрүштүн кечигүүсүнө тоскоолдук кылуучу курал-жабдык мүнөздүү көйгөйлөрдүн алдын алат.
Табигый шарттарды башкаруу жана цехтин жайгаштырылышы
Экрандык басма машинасынын иштөө чөйрөсү басманын сапатына чоң таасир этет. Басуу шарттарын оптималдуу сактоо үчүн температура, ылгактык жана аба сапатын так башкаруу керек. Убактылуу басма жайлар көбүнчө чөйрөнү башкаруу системалары менен аба фильтрациясын колдонуп, идеалдуу басуу аймагын түзөт.
Цехтин планировкасы жана иш процесстерин уюштуруу да бирдей натыйжаларга жетүүдө маанилүү роль ойнойт. Техникалардын ортосундагы туура аралык, жетиштүү жарык жана эффективдүү материалдарды ташуу системалары иш производительдүүлүгүн жана басманын сапатын жакшыртат.
Жи frequently берилген суроолор
Экрандык басмада басманын узак мөөрдүүлүгүнө кандай факторлор таасир этет?
Басманын узак мөөрдүүлүгү төмөнкү негизги факторлорго байланыштуу: боёк тандаш, күйүтүү температурасы менен убакыт, субстрат материалдын сапаты жана туура даярдоо процедуралары. Сиздин конкреттүү колдонууңуз үчүн туура тор санын колдонуу жана боёк кабатынын калыңдыгын так аныкттоо басманын узактыгына чоң таасир этет.
Экрандык басып чыгаруу машинасы канча убакыт сайын калибрлениши керек?
Профессионалдык экрандык басып чыгаруу машиналары күнүгө негизги калибрлөө текшерүүлөрүнө дуушар болушу керек, ал эми көбүрөөк толук калибрлөө процедураларын колдонуу интенсивдүүлүгүнө жараша аптасына же эки аптада бир жолу өткөрүү керек. Регистрациялык системалар, басым орнотуулары жана тийиштүү параметрлер өндүрүштү иштетүүдөн мурун текшерилиши керек, сапаттын бирдемдүүлүгүн камсыз кылуу үчүн.
Экрандык басып чыгаруу үчүн идеалдык айлана-чөйрө шарттары кандай?
Экрандык басып чыгаруу үчүн идеалдуу айлана-чөйрө температурасы 65-75°F (18-24°C) ортосунда, салыштырмалуу ылгактыгы 45-60% болушу керек. Таза, чач чалбаган аба жана жакшы вентиляция басып чыгаруудагы эң жакшы натыйжаларды алуу үчүн жана түзүлүштүн иштөө мүмкүнчүлүгүн сактоо үчүн зарыл.
Таксымаланган товарлар









Ысык жаңылыктар
-
Чыгармачылык прессининг билимди сактоо жана таркибүүдөгү култуу маанилүү чекитиштерин талдоо
2023-12-08
-
Чыгармачылык прессинин жаагында экономика
2023-12-08
-
Экологиялык таасир: Чыгармачылык секторунун экологиялык иретин талдоо
2023-12-08
-
Чыгаруунун Фронтири: 3D Чыгаруу жана Анын Индустриялык Ренессансы
2023-12-08
-
Чыгаруу Пресинин Эволюциясы жана Көрсөткүчү
2023-12-08